
Cómo instalar una fábrica de bolsas de plástico en México?
Cómo instalar una fá

Extruded coextrusion systems produce multilayer films by combining separate polymer melts into a single continuous film, enabling precise control of barrier, seal and abuse layers for advanced packaging applications. This article explains how extrusoras coextruidas operate, why the coextrusion process delivers better multilayer film properties, and how blown film coextrusion lines integrate feedblocks, dies and cooling rings to form functional barrier films such as EVOH barrier film stacks. Readers will learn the mechanics of layer combining, typical 3-layer vs 5-layer vs 7-layer trade-offs, and practical design patterns used in food, medical and industrial packaging. The guide also covers expected performance gains—reduced oxygen transmission rate and improved puncture resistance—plus selection criteria for machinery and an ROI checklist for extrusion projects. Finally, we examine Industry 4.0 extrusion trends and sustainable coextruded film strategies like PCR coextrusion and design-for-recyclability to help engineers and packaging specifiers choose the right multilayer film approach for 2025 and beyond.
Coextrusion is a film extrusion technique that merges multiple polymer melt streams into one cohesive film structure, producing distinct functional layers in a single pass. Mechanically, the system uses multiple extruders that feed a feedblock or multilayer die where melts are metered, stacked and shaped; in blown film coextrusion the combined melt is formed into a bubble, cooled by a cooling ring, collapsed and wound. The specific benefit is targeted performance: one thin EVOH barrier film layer can dramatically lower oxygen transmission while outer PE layers provide sealability and toughness. Understanding the core components—extruder barrels, feedblock, die, cooling ring and haul-off—clarifies how each contributes to final multilayer film properties. The next subsections explain polymer combining mechanics and the stepwise process that converts resin to wound multilayer film.
Multiple polymers are combined by precisely metering each extruder output into a feedblock or molten manifold, where streams are layered in the designed sequence before entering a die. Tie layers or compatibilizers are inserted between incompatible polymers (for example, between EVOH and PE) to bond layers chemically and mechanically, ensuring layer integrity during processing and use. Melt-temperature management and rheological matching are critical—resins with similar viscosity profiles reduce interfacial instability and prevent layer distortion during die shaping. Examples of common pairings include PE (LDPE/LLDPE) for abuse and seal layers, EVOH or PA for barrier functions, and tie-layer resins to enable adhesion; this polymer mapping guides die design and processing conditions.
The coextrusion workflow runs from resin handling to final winding, with quality-control checks at each stage to ensure multilayer film properties meet specifications. First, each polymer is dried and fed into separate extruders where melting and filtration occur; second, molten streams are precisely metered into the feedblock/die to build the layer stack; third, the combined melt is shaped (blown bubble or cast sheet), cooled, collapsed and guided to winders. Inline QC includes thickness gauges, web inspection, and periodic barrier testing for OTR/MVTR to verify high barrier film performance. These measured steps ensure repeatable production of multilayer films optimized for barrier, sealability and mechanical demands.
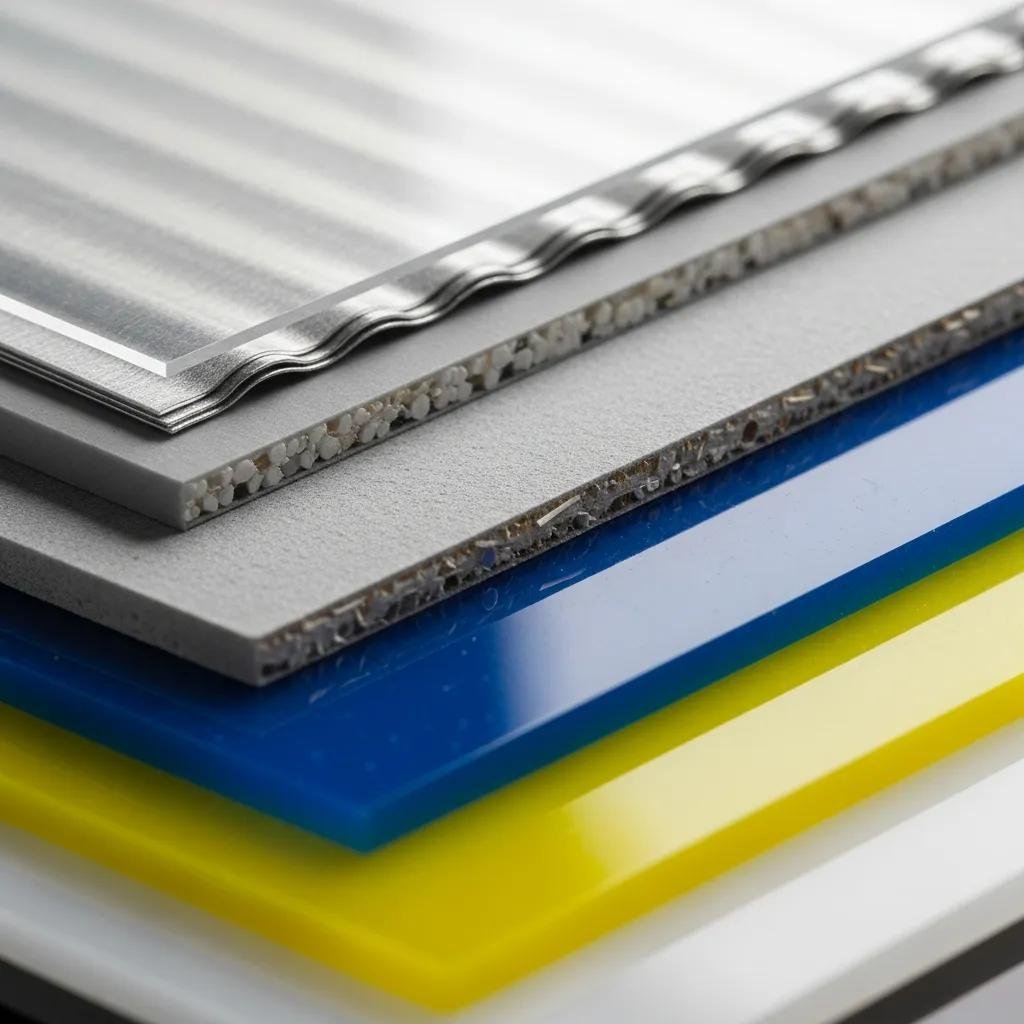
Multilayer coextruded films deliver a blend of barrier performance, mechanical resilience and cost-effective material usage by placing high-performance polymers only where needed. Designers can insert thin EVOH barrier film layers to reduce oxygen transmission without making the entire film out of costly barrier resin, while outer polyethylene layers provide heat-sealability and abuse resistance. Production flexibility and elimination of secondary lamination steps reduce lead time and total material handling, and layer engineering permits properties such as anti-fog, slip, and puncture resistance to be tuned independently.
The following table quantifies benefits and mechanisms to show how coextruded film design translates into measurable impacts on shelf life and cost.
| Benefit | Mechanism / Metric | Example Impact |
|---|---|---|
| Improved oxygen barrier | EVOH layer reduces OTR (cm³/m²·day) | Typical OTR reduction from 100→1–10 for sensitive foods |
| Cost optimization | Thin high-performance layer replaces bulk expensive resin | 20–40% material cost reduction vs full-barrier lamination |
| Mechanical performance | PE or PA abuse layers improve puncture/tear resistance | Puncture resistance increases 30–70% vs single-layer PE |
Barrier performance improves by introducing dedicated barrier polymers—EVOH for oxygen and PA (nylon) for chemical and aroma barrier—placed centrally to protect from diffusion pathways. Layer placement matters: a thin EVOH core flanked by protective PE layers minimizes moisture uptake while maximizing oxygen resistance, lowering OTR and improving shelf life for MAP (modified atmosphere packaging). Typical quantitative outcomes vary by design, but coextruded high barrier films can reduce oxygen transmission rates by one to two orders of magnitude compared with simple PE films. These barrier gains translate directly into extended shelf life for oxygen-sensitive foods and stricter moisture control for pharmaceutical packaging.
Coextrusion enables material substitution strategies where a thin layer of premium polymer replaces bulk use, dramatically reducing overall resin cost while preserving function. By integrating barrier layers into the extrusion step, manufacturers avoid separate lamination processes and adhesives, cutting labor, consumables and capital equipment needs over time. A simple comparison shows single-layer PE may be cheapest per kg but requires lamination for barrier needs, whereas a 5-layer coextruded film integrates barrier, seal and abuse layers in one operation and often yields lower total cost of ownership. Choosing layer thickness, material grades and process conditions allows precise tailoring of performance-to-cost ratios for each application.
Coextruded extruders produce a range of multilayer film constructions—3-layer, 5-layer, 7-layer and beyond—each aimed at balancing performance, manufacturing complexity and cost. Three-layer films commonly combine an outer abuse layer, a central functional layer (barrier or seal) and an inner seal layer; five-layer designs add symmetry and additional barrier or tie layers for improved mechanical and barrier sequencing; seven-layer films enable ultra-thin specialized barrier layers and greater functionality such as anti-fog or EVOH sandwiched by protective layers.
The table below compares typical layer function, common polymers and applications for 3-, 5- and 7-layer constructions to help specifiers choose appropriate film architecture.
| Layer Count | Typical Layer Function | Common Polymers | Typical Applications |
|---|---|---|---|
| 3-layer | Abuse / Barrier (single) / Seal | LLDPE – PA/EVOH – LDPE | General food pouches, simple barrier needs |
| 5-layer | Outer abuse / Adhesion / Barrier / Adhesion / Seal | LLDPE – Tie – EVOH – Tie – LDPE | MAP food, retortable pouches, medical packaging |
| 7-layer | Multi-functional: abuse, seal, thin barrier, tie, functional skin | LLDPE – PA – Tie – EVOH – Tie – PA – LDPE | High-barrier snack, pharma, industrial films |
Three-layer films are simpler, cost-effective and ideal for applications where moderate barrier and good sealability suffice, requiring fewer extruders and simpler feedblocks. Five-layer films increase barrier effectiveness and mechanical sequencing by sandwiching barrier resins between tie and protective skins, improving process stability and product performance. Seven-layer films enable the thinnest specialized barrier layers and additional functional skins—this complexity increases equipment cost and control requirements but yields high barrier film and specialized properties like tough outer layers plus heat-seal optimization. The manufacturing trade-off is equipment complexity and tighter process control in exchange for higher performance and fewer downstream processes.
Designing a multilayer film begins with application requirements—barrier targets (OTR/MVTR), mechanical demands, seal temperature windows and regulatory constraints—and maps them to layer functions and polymer choices. The workflow uses a checklist: define performance specs, select candidate polymers and tie layers, model layer thickness distribution, prototype via trial runs, and perform barrier and seal testing to iterate. For example, fresh produce film prioritizes anti-fog and moderate oxygen permeability, so designers favor PE with anti-fog additives and controlled oxygen transmission; medical pouches require sterilization compatibility and tight MVTR, steering selections toward PA and EVOH with validated sterilization resistance. Prototyping and testing complete the cycle to ensure the final film meets use-case demands.
Multilayer coextruded films serve a broad set of industries where tailored barrier, seal and mechanical properties are essential, notably food packaging, medical and pharmaceutical packaging, industrial packaging and agricultural films. In food, coextruded films extend shelf life, enable MAP and deliver heat-sealability for pouches and trays; in medical applications, multilayer constructions provide sterilizable, contaminant-resistant barriers required for sterile packaging. Industrial and agricultural uses demand durability, chemical resistance and UV stability, which are achievable via layer-specific material selection. The following examples show how film properties map to industry needs and highlight design considerations for each sector.
In food packaging, coextruded films enable MAP, control oxygen and moisture ingress, and provide heat-sealability for automated packaging lines, extending shelf life for oxygen-sensitive products. Typical stacks include EVOH as the barrier core with PE outer skins for seal strength and machinability; this setup is common for snack foods, cheese and processed meats. For medical packaging, multilayer films must support sterilization (e.g., ethylene oxide or gamma) and provide clean barrier performance; using PA or EVOH layers within a robust PE or PP structure yields the necessary contaminant barrier and mechanical integrity. Regulatory compliance and cleanroom handling are critical considerations during design and production.
Industrial and agricultural applications require films with high tensile strength, abrasion resistance, chemical compatibility and sometimes UV stability; these demands are met by incorporating PA or specialized polyolefins in outer layers and using thicker outer skins for durability. Heavy-duty bags, protective wraps and mulch films are designed with reinforced abuse layers and optional anti-static or anti-slip skins for handling. For chemical resistance, selecting Nylon (PA) or specific co-polyamides in targeted layers improves solvent and oil resistance while maintaining processability on blown film coextrusion lines. Life-cycle trade-offs—durability versus recyclability—must be evaluated to match performance and sustainability targets.
Recent trends center on Industry 4.0 extrusion controls, material science advances for recyclability, and higher-layer-count designs that integrate specialty functions such as antimicrobial or conductive layers. Industry 4.0 extrusion integrates IoT sensors, closed-loop control and advanced analytics to reduce scrap, stabilize layer thickness and enable predictive maintenance. Simultaneously, sustainable coextruded film strategies—PCR coextrusion, mono-material designs and bio-based barrier solutions—are gaining traction as manufacturers pursue recyclability without losing barrier performance. The next subsections discuss practical Industry 4.0 features and polymer innovations shaping coextrusion’s near future.
Industry 4.0 features—inline thickness gauges, temperature and pressure sensors, and adaptive control algorithms—enable extrusion lines to maintain layer uniformity and reduce percentage scrap across production runs. Predictive maintenance informed by sensor trends minimizes unplanned downtime and preserves product quality, while traceability systems record process conditions tied to batch performance and regulatory requirements. Key KPIs improved by Industry 4.0 include scrap rate reduction, improved yield, and lower energy per kilogram produced; these gains converge to shorten payback periods for modernized extrusion assets. Implementing these systems invites a strategic assessment of data infrastructure and staff training to fully realize benefits.
Polymer innovation focuses on mono-material multilayer concepts, compatible tie-layer chemistries, and PCR coextrusion that support circularity goals without sacrificing barrier function. Design-for-recyclability strategies favor compatible polyolefin-based stacks where barrier functionality is achieved via physical structuring (e.g., enhanced PE morphology) or novel barrier resins that are polyolefin-compatible. Challenges remain when mixing incompatible polymers—such as EVOH and PE—because recycling streams can be contaminated; therefore, emerging solutions include detachable barrier layers or chemically compatible barrier copolymers. Adoption of these advances depends on supply chain readiness and verification of post-consumer reclaiming processes.
Selecting the right coextruded extruder requires matching machine capability to target film architecture: number of extruders/layers supported, throughput, die/feedblock flexibility, control precision and downstream finishing compatibility.
Evaluate whether a blown film coextrusion line or cast coex line better suits the application, consider spare-parts availability and serviceability, and model expected throughput and yield to estimate ROI.
Below is a practical machinery selection comparison to guide decision-making, followed by a checklist to prioritize selection factors and an ROI evaluation approach.
| Machine / Configuration | Key Spec | When / Why to Choose |
|---|---|---|
| 3-extruder blown film line | Supports 3-layer stacks, moderate throughput | Best for cost-sensitive, high-speed PE packaging |
| 5-extruder coex blown line | Up to 5 layers, good barrier and mechanical sequencing | Choose for MAP food and mid-performance barrier needs |
| 7+ layer coex line with feedblock | Complex stacks, fine layer control, lower scrap targets | Needed for high-barrier films, specialty functions and thin EVOH cores |
A practical ROI calculation compares total cost of ownership (TCO)—capital, energy, maintenance, material costs and labor—against expected revenue uplift from improved product performance and reduced downstream processing. Use a simple ROI formula: (Annual Net Benefit / Total Investment) × 100, where Annual Net Benefit equals incremental margin (price premium or cost savings) minus increased operating costs. Include KPIs such as scrap rate reduction, material cost savings from layer substitution, energy per kg, and decreased lamination expenses to quantify payback. Tracking these metrics quarterly during ramp-up ensures assumptions align with real production performance and allows corrective action to optimize payback timelines.
By modeling both qualitative benefits (market differentiation from high barrier film) and quantitative savings, decision-makers can justify coextruded extruder investments and optimize long-term returns.
Cómo instalar una fá

Optimize production efficiency with advanced folding systems for bagging. Enhance workflow and reduce costs with professional solutions tailored for your needs.

Unlock efficient film production with insights on Kraft paper bubble wrap. This innovative material enhances protection while reducing environmental impact.

Separadores de Plást