
Cómo instalar una fábrica de bolsas de plástico en México?
Cómo instalar una fá
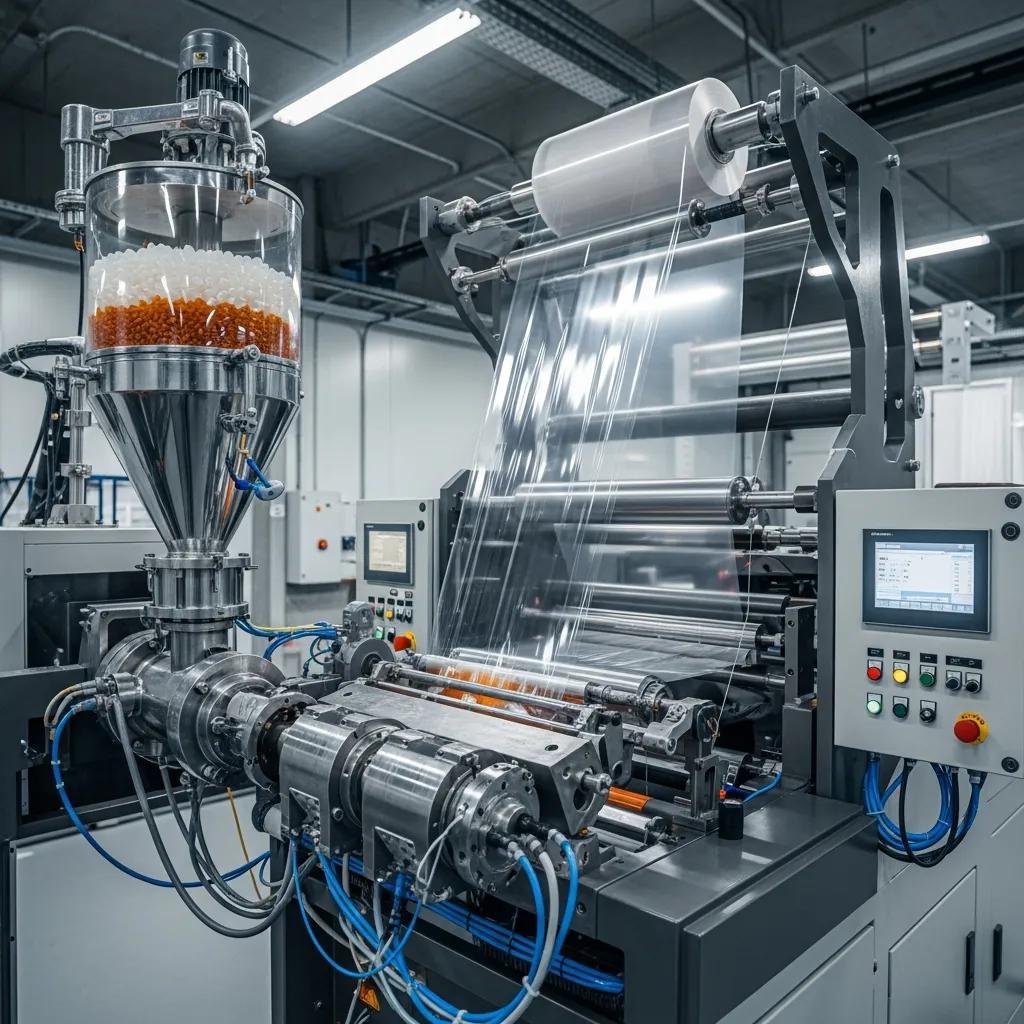
Blown film extrusion is a continuous polymer processing method that converts resin pellets into a tubular film useful for packaging, agricultural covers, and industrial liners, delivering a cost-effective route to uniform tubular film production with controlled thickness and tailored properties. This guide explains how the blown film extruder transforms raw polymers into finished tubular film, why air ring cooling and annular die design determine clarity and strength, and which process controls and material choices yield high-performance film. Manufacturers and process engineers face challenges such as gauge variation, bubble instability, and achieving barrier performance while retaining throughput; this article offers actionable steps, equipment roles, polymer selection guidance, and quality-control strategies to address those pain points. You will find a step-by-step walkthrough of the blown film extrusion process, a comparison of extruder types and co-extrusion benefits, detailed polymer property mappings including LDPE/LLDPE/HDPE/PP, and a technical section on process parameters, testing methods, and innovations that improve yield and reduce scrap. Throughout, semantic concepts such as co-extrusion blown film, air ring cooling blown film, and blown film extruder components are used to link equipment, materials, and film attributes, and the discussion stays industry-focused rather than vendor-specific because the available data is based on the broader sector rather than any single company. Read on to master the critical variables that govern tubular film production and to apply practical troubleshooting and optimization techniques for consistent high-quality film.
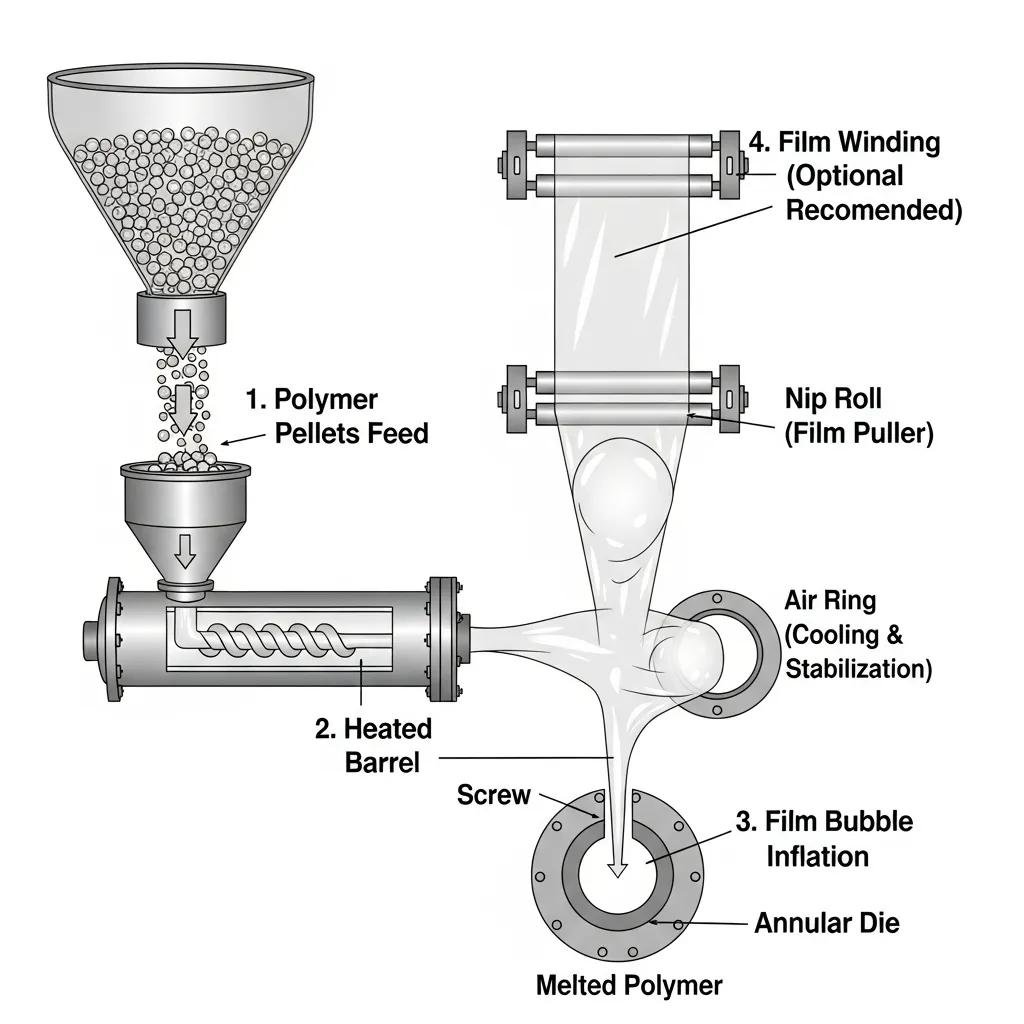
Blown film extrusion transforms polymer resin into a thin, continuous tubular film by melting, shaping through an annular die, inflating a thin-walled bubble with air, cooling the bubble to set the film, collapsing the bubble, and winding the finished tube. The process couples thermal, rheological, and aerodynamic control—melt temperature and screw shear affect viscosity, the annular die defines initial gauge and layer distribution, while the air ring and bubble stability determine cooling rate, clarity, and mechanical orientation. Proper coordination of these elements produces consistent thickness, targeted orientation for strength, and lamination-ready surfaces for downstream processing. Below we break the core production steps into a numbered sequence suitable for operational reference and featured-snippet style presentation.
This ordered sequence clarifies where to monitor process metrics such as melt temperature, screw speed, frost line height, and haul-off velocity, which directly influence film attributes and guide immediate troubleshooting for defects like gauge banding or stress whitening.
The production sequence follows a logical chain of operations where each step creates conditions for the next, and controlling parameters at every stage is essential for consistent output. First, resin feeding and drying ensure moisture-sensitive polymers avoid hydrolytic degradation; screw geometry and temperature profile then govern melt homogeneity and pressure, which in turn affect die flow uniformity and layer distribution for co-extrusion lines. Next, forming the bubble requires balanced internal air pressure and an appropriate blow-up ratio to set molecular orientation that enhances tensile strength and puncture resistance, while cooling rate at the frost line establishes clarity and crystallinity. Finally, collapse, nip control, thickness measurement, and winding finish the product and provide quality checkpoints where thickness gauges and tensile tests confirm compliance. Operators who monitor these linked steps reduce scrap and maintain consistent mechanical and barrier performance, setting the stage to discuss how equipment components perform these functions.
The extruder, die head, and air ring form a cause-effect chain where each component determines a subset of film properties: the extruder supplies consistent melt pressure and throughput, the annular die shapes layer distribution and initial gauge, and the air ring sets cooling profile and bubble stability. Screw design—such as barrier or mixing sections—affects melt homogeneity and the ability to process recycled or specialty resins, while die head engineering controls melt flow balance across the circumference, crucial for gauge uniformity in mono- and multi-layer lines. The air ring’s flow uniformity and cooling intensity directly influence frost line position, film clarity, and residual stresses; variations in air ring performance can cause film haze, die lines, or unstable bubble behavior. Understanding these component relationships enables targeted adjustments—e.g., tuning screw speed, altering die lip gap, or improving air ring flow—to optimize film strength, barrier function, and optical quality.
Blown film extruders range from simple mono-layer single-screw lines to sophisticated multi-layer co-extrusion systems with specialized die heads and multiple extruders, and each architecture suits different product requirements and cost profiles.
Mono-layer extruders are cost-effective for straightforward films with uniform material, whereas multi-layer and co-extrusion blown film lines enable barrier layers, sealant skins, and abuse layers for complex packaging needs. Twin-screw or barrier-screw extruders improve material blending and recycled content handling, while advanced multi-layer lines deliver tailored oxygen and moisture barrier performance through EVOH or tie-layer incorporation without sacrificing throughput.
Below is a compact comparison table to guide selection.
| Extruder Type | Typical Layers / Capacity | Typical Applications |
|---|---|---|
| Mono-layer single-screw | 1 layer / 50–400 kg/hr | General packaging, low-cost sacks, liners |
| Multi-layer co-extrusion | 3–7 layers / 200–800+ kg/hr | Food packaging, barrier bags, medical films |
| Twin-screw / barrier screw | 1–3 layers / 100–600 kg/hr | Recycled blends, compounded films, specialty additives |
| Dual-head or tandem lines | Multiple concentric layers / 300–1000 kg/hr | High-performance films, multi-functional laminates |
Mono-layer lines offer simplicity, lower capital outlay, and easier operation because a single polymer controls all film attributes, making them suitable for commodity films where cost is primary. Multi-layer or co-extrusion lines, by contrast, allow designers to combine polymers with complementary properties—e.g., an inner sealant layer with low melting point, a core layer for stiffness, and a thin EVOH barrier—creating films that satisfy higher technical demands. The trade-offs include increased process control complexity, material compatibility requirements, and the need for tie layers or compatibilizers to ensure interlayer adhesion. Operators frequently balance these factors by selecting compatible resin families and designing layer structures that meet mechanical, optical, and barrier targets without excessive production complexity.
Choosing between these options depends on product requirements for barrier, sealability, clarity, and cost, and leads directly into the benefits that co-extrusion can deliver.
Co-extrusion enables combining specialized layers—such as barrier films (EVOH), tie layers for adhesion, and low-temperature sealants—into a single tubular structure, which reduces the need for post-lamination and improves production efficiency. By placing high-cost barrier resins in thin internal layers and using less expensive polymers for bulk layers, co-extrusion optimizes material cost while delivering high barrier performance and mechanical robustness. Additionally, co-extrusion permits functional surface layers such as anti-fog, anti-static, or anti-slip skins without compromising the core mechanical properties of the film. These advantages require precise die design and melt flow balancing to prevent layer distortion, but when implemented correctly they produce multi-functional films suitable for demanding packaging, medical, and industrial applications.

High-quality tubular films are made from a range of polymers chosen for clarity, toughness, barrier performance, and processability; common choices include LDPE, LLDPE, HDPE, and PP, with specialty resins like EVOH and tie layers used in multi-layer constructions. Each polymer brings specific mechanical and thermal characteristics—LDPE for flexibility and sealability, LLDPE for puncture and tensile resistance, HDPE for stiffness and chemical resistance, and PP for heat resistance and oriented strength—so proper polymer selection aligns film properties with end-use requirements.
The table below summarizes typical polymer attributes, processing considerations, and common uses in blown film to help match resin selection to the desired film performance.
| Polymer | Key Properties | Typical Uses |
|---|---|---|
| LDPE | High clarity, excellent sealability, good flexibility | Food bags, shrink films, lightweight packaging |
| LLDPE | Improved tensile and puncture resistance, good processing stability | Stretch film, heavy-duty packaging, laminates |
| HDPE | Stiffness, chemical resistance, lower clarity | Industrial sacks, liners, construction films |
| PP (BOPP/PP blends) | Higher heat resistance, good tensile strength, oriented properties | Heat-resistant packaging, woven-film laminates, high-temp applications |
| EVOH / Barrier resins | Excellent oxygen barrier, sensitive to moisture during processing | Food-grade barrier layers, multi-layer packaging |
LDPE is prized for its film clarity, flexibility, and outstanding sealability, making it suitable for food packaging and shrink applications where optics and seal strength matter. LLDPE offers higher tensile strength and puncture resistance compared with LDPE due to its linear comonomer distribution, which makes it ideal for stretch films and heavy-duty packaging where toughness is required. HDPE provides stiffness, dimensional stability, and superior chemical resistance, favoring industrial sacks and liners where rigidity matters more than clarity. PP supplies heat resistance and higher melting points, enabling applications requiring thermal stability or orientation; however, PP can be more difficult to seal and may require blends or modified grades for effective packaging use.
Specialty resins such as EVOH impart high oxygen barrier performance but demand careful moisture control and compatible tie layers during co-extrusion, as they can delaminate if processing conditions are not tightly managed. Biodegradable polymers and compostable resins introduce processing trade-offs—often lower melt strength or sensitivity to shear—which require screw and die adjustments, possible use of compatibilizers, and modified cooling strategies to reach acceptable mechanical performance. Recycled content and post-consumer resins are increasingly used for sustainability goals, but they necessitate robust quality control and sometimes tailored additive packages to mitigate variability. Recent research and industry practice emphasize compatibilizers and tailored screw profiles to help these specialty materials meet both ecological targets and functional film requirements.
Tubular blown film serves diverse sectors where its combination of flexibility, strength, and barrier properties delivers functional packaging and protective solutions; main application categories include food packaging, medical and pharmaceutical packaging, industrial packaging, and agricultural films. In food packaging, thin multi-layer tubes provide oxygen and moisture barriers necessary for shelf life, while in medical contexts films must meet sterilization compatibility and regulatory cleanliness requirements. Industrial uses prioritize puncture resistance and cost-efficiency for liners and pallet covers, and agricultural films prioritize UV stabilization and transmissivity for greenhouse or mulch applications.
This categorized list highlights major sectors and matching film attributes.
These application categories require targeted film properties that connect back to earlier sections on polymer selection and process control, prompting a closer look at how to control thickness, strength, and barrier performance in production.
In food packaging, tubular films often incorporate EVOH or specialized barrier layers to reduce oxygen transmission and extend shelf life while retaining clarity and sealability for consumer appeal. Medical packaging emphasizes sterilization compatibility, low particulate generation, and validated barrier performance; films used here frequently come from controlled multi-layer co-extrusion lines with medical-grade resins. Industrial packaging focuses on mechanical robustness—puncture resistance and tensile strength—so films combine LLDPE or HDPE cores with abuse layers to protect goods during transport. Each sector demands specific testing—oxygen transmission rate (OTR), moisture vapor transmission rate (MVTR), seal strength, and tensile properties—which guide both material selection and process parameter tuning.
Agricultural films require UV stabilization, controlled light transmissivity, and longevity to withstand season-long exposure; greenhouse films prioritize high light diffusion and durability, while mulch films demand low cost and biodegradability options in some programs. Industrial films for construction and heavy-duty protection rely on thickness uniformity, abrasion resistance, and chemical stability to perform as liners and vapor barriers. Selecting the right resin blend and implementing additives like UV absorbers or antioxidants is essential to meet field performance, and these material choices feed back into extrusion parameters that maintain mechanical integrity over the film’s service life.
Achieving high-quality tubular film requires strict control of process variables—melt temperature, screw speed, die lip gap, blow-up ratio, frost line height, haul-off speed, and cooling intensity—and integrating real-time sensors to maintain closed-loop control over thickness and mechanical properties. Each parameter links directly to film attributes: melt temperature affects crystallinity and clarity, blow-up ratio controls molecular orientation and tensile properties, and cooling rate at the frost line determines haze and internal stresses. Combining these controls with inline quality measurement tools—non-contact thickness gauges, infrared thermography for bubble monitoring, and automated wound-reel control—reduces gauge variation and scrap.
This table maps common process parameters to their primary effects on film attributes, serving as a quick-reference for operators troubleshooting defects or tuning film performance.
| Process Parameter | Effect on Film | Typical Adjustment / Impact |
|---|---|---|
| Melt temperature | Influences viscosity, crystallinity, clarity | Raise/lower to control melt homogeneity and clarity |
| Blow-up ratio (BUR) | Alters orientation and film tensile properties | Increase BUR for higher MD/TD strength balance |
| Frost line height / cooling rate | Affects clarity and internal stresses | Modify air ring flow to shift frost line and reduce haze |
| Haul-off speed | Sets film gauge and orientation level | Adjust to control final thickness and drawdown |
| Die gap / lip adjustments | Controls circumferential flow and gauge uniformity | Fine-tune to eliminate gauge bands and edge effects |
Thickness (gauge) uniformity is mainly governed by die flow balance, haul-off speed consistency, and stable bubble inflation; variations in any of these cause bands, edge beads, or centerline gauge defects. Mechanical strength is a function of polymer orientation (controlled by blow-up ratio and drawdown), polymer selection (LLDPE vs LDPE), and layer architecture for multi-layer films, while barrier properties require specific layers such as EVOH and minimal microvoids or pinholes. Quality assurance employs methods like non-contact thickness gauges, ASTM tensile and elongation tests, puncture resistance tests, and MVTR/OTR measurements to validate film performance. By correlating measured film attributes with logged process parameters, engineers implement closed-loop corrections that minimize scrap and predictably meet specification demands.
Recent innovations in blown film extrusion emphasize automation, energy efficiency, and materials compatibility to process recycled or biodegradable content more reliably; notable trends include closed-loop thickness control, advanced air ring designs for uniform cooling, and extruders with improved energy profiles and servo-driven components to reduce power draw. Process automation using machine learning models and real-time sensor fusion predicts instability and adjusts screw speed or air ring flow proactively, reducing downtime and scrap rates. Materials innovations—such as compatibilizers for recycled resins and engineered tie layers—allow higher recycled content without sacrificing barrier or mechanical performance. These advances collectively lower production costs, improve sustainability metrics, and deliver more consistent film quality, which operators can adopt incrementally to preserve existing line investments while capturing efficiency gains.
This article has been prepared using industry-wide sources and sector knowledge rather than any single company’s proprietary data, consistent with the available information indicating no specific vendor name or website was provided. The focus remains on technical guidance, materials science, and process control strategies to help practitioners and engineers improve blown film extruder performance and film quality.
Cómo instalar una fá

Optimize production efficiency with advanced folding systems for bagging. Enhance workflow and reduce costs with professional solutions tailored for your needs.

Unlock efficient film production with insights on Kraft paper bubble wrap. This innovative material enhances protection while reducing environmental impact.

Separadores de Plást