
Cómo instalar una fábrica de bolsas de plástico en México?
Cómo instalar una fá

The huecograbado, or rotogravure printing process, is a high-precision industrial printing method that produces continuous-tone, high-definition images on plastic films and flexible packaging. This article explains how gravure printing plastic films achieves premium visual and functional finishes, why converters select rotogravure presses for long runs, and how machine components and process parameters determine final quality. Readers will learn the core steps of rotogravure—engraving, inking, doctor blade metering, impression transfer, and drying—along with substrate preparation, ink system selection, and practical selection criteria for gravure printing machines. We also cover applications across food, beverage, cosmetics, and labels, plus innovations in eco-friendly inks, energy efficiency, and in-line automation to reduce waste. Finally, actionable guidance on maintenance, troubleshooting common defects, and optimization strategies will help technicians and managers improve yield, color fidelity, and uptime in high-definition plastic printing operations.
Huecograbado (rotogravure) is a gravure printing method where an engraved cylinder transfers controlled ink volumes to a plastic web, enabling continuous-tone, photographic-quality images on flexible substrates. The mechanism relies on microscopic engraved cells that hold precise ink volumes; during printing, ink is applied to the cylinder, a doctor blade meters excess, and the impression roller transfers ink from cell recesses to the plastic film, producing dense solids and smooth gradients. This controlled ink transfer delivers high-definition printing for BOPP, PET, PVC, and other films when combined with proper surface treatment and drying. Understanding these component roles clarifies why cylinder engraving, cell geometry, and ink rheology are central to tonal control and repeatability in gravure printing on plastic. The next paragraphs break down the engraving mechanics and the machine components that make this precision possible.
Rotogravure printing follows a defined sequence of process steps that together produce consistent high-resolution output.
These steps collectively determine tone, registration, and substrate adhesion; mastering them is essential to optimize print quality on various plastic films.
Before detailing cylinder roles, it helps to summarize how cylinder attributes map to tonal reproduction in a concise EAV table that clarifies engraving impact.
| Cylinder Component | Attribute | Impact on Tone / Ink Volume |
|---|---|---|
| Engraving depth | Micron-scale depth of cells | Deeper cells increase ink volume and darker tones |
| Cell geometry | Shape and area of cell | Controls tonal range and halftone smoothness |
| Cell density | Cells per cm or lpi equivalent | Higher density improves perceived resolution |
| Surface finish | Chrome plating or polishing | Affects release and doctor blade wear |
This table shows how cylinder design directly governs tonal rendition; effective quality control of these attributes reduces variation across long runs.
Cylinder engraving in rotogravure is executed by technologies such as electromechanical, diamond-turning, or laser engraving, each producing specific cell geometry that defines ink laydown and tonal response. Engraving determines cell volume, and the cell profile maps directly to density control—larger volumes yield deeper solids while fine cells render delicate gradients, enabling gravure printing plastic films to approach photographic fidelity. Process controls such as consistent plating thickness, runout tolerances, and inspection of cell depth ensure repeatability; these controls form a semantic triple: Engraving → determines → ink volume. Accurate engraving reduces the need for in-line corrections and supports predictable color management, which is essential for converters serving premium brands that demand tight color tolerances.
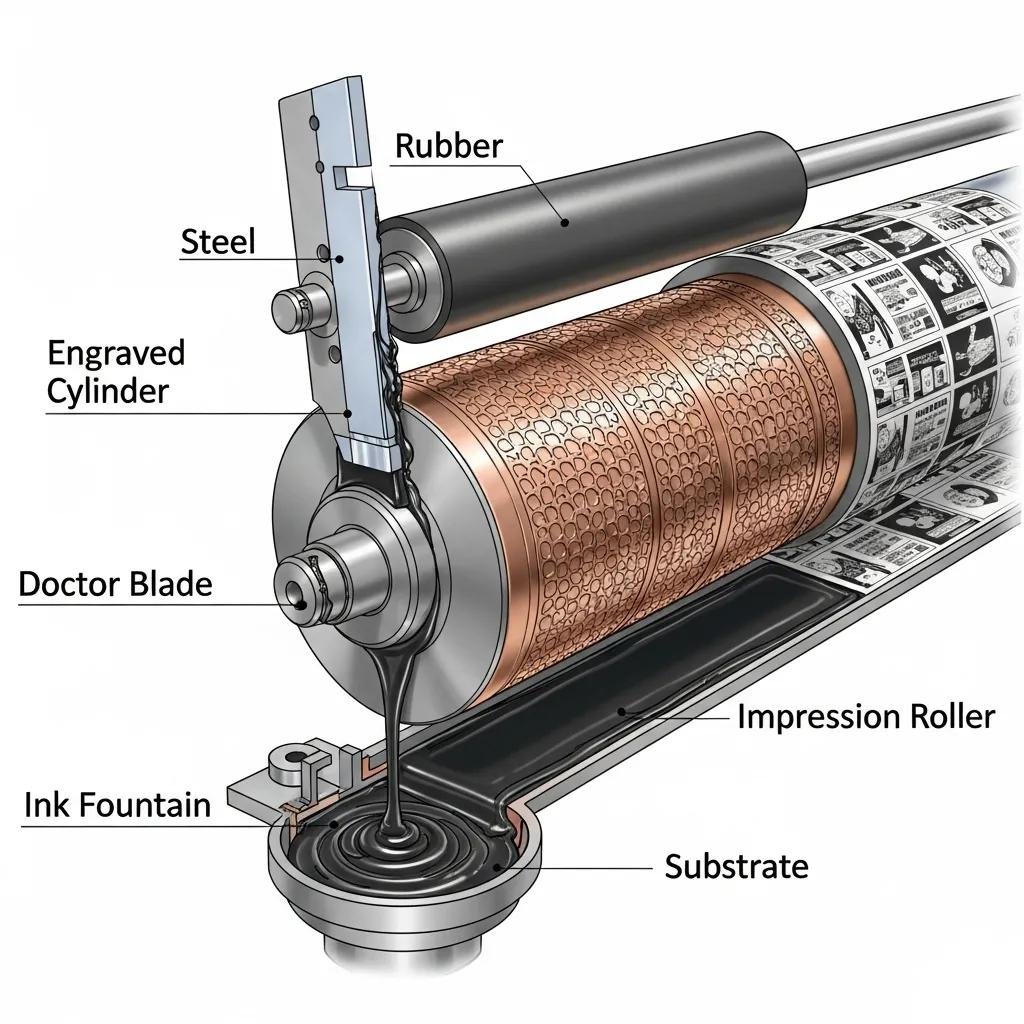
A rotogravure printing press includes several meronomic parts—engraved cylinder, doctor blade system, ink fountain or closed-loop ink system, impression roller, web handling modules, and drying/curing units—each contributing to final print quality. The ink system supplies consistent viscosity and film-forming properties; the doctor blade meters surface ink cleanly to prevent smearing; impression rollers control nip pressure and registration; while drying units (hot air, infrared, or UV) fix the ink without overheating the web. Inline inspection systems and tension control improve yield by detecting defects and stabilizing web dynamics. Understanding how each component interacts—cylinder holding cell volume, blade controlling film, impression roller performing transfer—allows technicians to prioritize maintenance and process settings that reduce waste and improve color fidelity.
Gravure offers unmatched advantages for premium plastic packaging: continuous-tone reproduction, high effective resolution, vivid solids, and excellent repeatability across long production runs. The process excels at rendering photographic images, subtle gradients, and metallic or varnish effects that define high-end cosmetics and specialty food packaging; gravure printing plastic films achieves consistent color depth and gloss control that many brand owners require. Additionally, rotogravure is optimized for high-speed, high-volume output with stable cylinder life and robust ink systems that maintain performance across long runs. The next subsections describe specific quality advantages, durability and consistency measures, and substrate compatibility recommendations that help converters decide when gravure delivers the most value.
Gravure delivers several measurable quality benefits that justify its selection for premium plastic packaging.
These benefits make gravure printing particularly suited to brand-sensitive packaging where visual impact and durability matter.
Before reviewing substrate-specific advice, the following table links common plastic films to the surface treatments and inks typically recommended for premium finishes.
| Substrate | Treatment Required | Recommended Ink Type |
|---|---|---|
| BOPP | Corona or plasma for adhesion | Solvent-based or UV-curable |
| PET | Corona treatment; primer for some films | UV-curable or solvent-based |
| PVC | Minimal treatment but check plasticizer content | Solvent-based or UV-curable |
| PE (LDPE/HDPE) | Aggressive surface treatment often required | Specialized adhesive formulas or primer |
This table summarizes practical pairings that help converters achieve premium finishes and reduce adhesion failures on different plastic films.
Huecograbado provides continuous-tone capability rather than relying solely on screened halftones, which produces smoother gradients and more accurate photographic reproduction on plastic films. Resolution metrics in gravure are expressed through cell density and geometry, which can achieve visual equivalents of very high lpi/dpi for photographic images; this enables fine detail reproduction such as small text, halftone flesh tones, and subtle palette transitions. The process also supports metallic and varnish effects applied in-line or off-line, enhancing premium visual appearance for labels and flexible packaging. These capabilities translate into tangible brand value where image fidelity and consistent gloss or matte effects are required across large production volumes.
Durability and consistency in gravure are achieved through robust cylinder metallurgy, stable ink chemistries, and process control systems that monitor density and registration throughout the run. Cylinder wear is managed via chrome plating and controlled runout tolerances; ink stability is preserved with proper solvent management and closed-loop circulation; inline spectrophotometry and densitometry enable closed-loop color corrections that keep production within Delta E targets. These measures form a knowledge-graph relationship: Inline measurement → enables → closed-loop correction → preserves → color consistency. Implementing statistical process control and scheduled cylinder inspections prolongs tool life and reduces variation during long runs, which is essential for premium packaging contracts.
Gravure is compatible with a range of plastic films commonly used in flexible packaging: BOPP, PET, PVC, and certain PE grades, each with distinct surface-energy profiles that influence ink adhesion and finishing. BOPP and PET are the most common candidates for high-definition printing due to their dimensional stability and amenability to corona or plasma treatment; PVC can deliver excellent results where plasticizer migration is controlled; PE often requires more aggressive surface modification or primer systems. Selecting the right ink formulation—solvent-based, water-based, or UV-curable—depends on substrate properties and end-use requirements such as food contact, barrier properties, and post-processing. The next section discusses primary application areas where these substrate-ink combinations provide the greatest commercial benefit.

Rotogravure finds its main applications in flexible packaging segments that demand high visual impact and long-run consistency, including food wrappers, beverage labels, pouches, and premium cosmetic packaging. The process is often used for barrier films in food packaging where high-definition branding must combine with functional layers; in beverage applications, gravure enables vibrant labels that resist abrasion and maintain clarity through filling and distribution; in cosmetics, gravure supports fine detail, metallics, and varnish effects that communicate luxury. These applications leverage gravure’s ability to reproduce photographic images and maintain color across long production volumes while integrating functional requirements like barrier performance and print durability. The next subsections address food and beverage specifics and premium label finishing techniques.
Common end-use applications where gravure excels include:
In food and beverage packaging, gravure is applied to multilayer barrier films and lidding where both graphic quality and functional protection are required; print is typically executed on the outer print layer of a laminate that includes barrier and sealant layers. Key considerations include using food-appropriate inks (indirect food contact where applicable), controlling migration through proper varnishing and lamination, and ensuring that substrate treatments provide reliable adhesion. Gravure enables brand-critical imagery on pouches, wrappers, and lidding films while integrating with downstream converting such as laminating and form-fill-seal operations. Managing these interactions—print → lamination → sealing—ensures the printed film meets regulatory and shelf-life requirements.
For luxury labels and premium wrapping, gravure supports special effects such as cold foil transfer, overprint varnish, spot matte/gloss contrasts, and metallic inks that enhance tactile and visual perception. The process’s continuous-tone capability and stable solids allow fine texturing and photographic detail that make premium products stand out on shelf, while in-line varnishing and coating options protect prints and add functional attributes like scuff resistance. Gravure’s compatibility with various finishing techniques enables converters to combine visual complexity with mechanical durability, producing labels and wraps that meet both aesthetic and handling demands for high-end products.
Choosing the right rotogravure press for plastic film printing requires balancing production volume, quality targets, substrate compatibility, and total cost of ownership; key machine specifications include number of colors, maximum web width, maximum speed, registration accuracy, and available in-line treatments. A structured decision process—assessing throughput needs, run-length profile, and required finishing modules—helps match press configuration to commercial requirements and ROI expectations. Advanced features such as servo registration, automated tension control, and inline color measurement significantly reduce makeready waste and improve overall equipment effectiveness.
When evaluating presses, focus on these critical factors:
Before presenting model comparisons, the following EAV table illustrates how machine attributes typically compare to guide purchasing decisions.
| Machine Model (category) | Printing Width | Number of Colors / Speed | Substrate Compatibility |
|---|---|---|---|
| Narrow-web gravure press | Up to 450 mm | 6–8 colors / moderate speed | BOPP, PET narrow reels |
| Wide-web gravure press | 600–1,400 mm | 8–12+ colors / high speed | Wide reels for pouches and flow-wrap |
| Automatic multi-color press | Variable | Fast make-ready, servo registration | Multi-layer laminates and diverse films |
This comparison helps converters prioritize width, color capacity, and automation features relative to their production mix.
Critical purchase factors include throughput requirements, desired print quality, expected run lengths, spare-parts and service availability, and floor-space constraints. Throughput and run-length profiles determine whether the higher capital cost of wide-web, high-speed gravure is justified by lower unit costs over time; quality requirements drive choices about registration systems and inline color control. Additionally, consider spare parts logistics, training, and service contracts that affect uptime and total cost of ownership. Evaluating these trade-offs systematically yields a machine selection aligned with both technical targets and business KPIs such as OEE and waste percentage.
Advanced features that materially improve precision and efficiency include servo-driven registration for repeatable multi-color alignment, inline spectrophotometers for closed-loop color correction, automated tension control systems for web stability, and robotic-assisted cylinder handling to reduce changeover time. These technologies form relationships like: Inline measurement → drives → closed-loop correction → which reduces → waste and run-up seconds. Automation reduces human variability during setup, while AI-assisted recipe recall and predictive maintenance can further lower downtime and makeready waste. Investing in these features typically yields measurable improvements in yield and color consistency.
Recent innovations in gravure for plastic printing focus on ink chemistry, energy efficiency, and process automation to reduce environmental footprint while maintaining high-definition output. Developments include low-VOC and UV-curable ink systems that reduce solvent emissions, heat-recovery and LED curing in dryer systems to lower energy consumption, and solvent-recovery units that reclaim volatile constituents. Process optimizations such as recipe recall, inline quality control, and closed-loop adjustments shrink makeready waste and improve first-pass yield. The next sections review eco-friendly ink options and technology-driven waste-reduction tactics.
Sustainable improvements center on three areas:
Eco-conscious ink developments include water-reducible systems with lower solvent content, UV-curable chemistries that eliminate solvent evaporation, and low-odor solvent formulations that reduce workplace exposure. Energy-saving technologies such as heat-recovery exchangers, efficient air handling, and LED curing systems decrease dryer energy demand and operational costs. Each choice involves trade-offs—UV inks offer fast cure and low emissions but require compatible formulations and substrates—so converters must evaluate performance, regulatory compliance, and lifecycle impacts when selecting ink systems. Integrating energy-efficient drying with compatible inks yields both sustainability and throughput benefits.
Automation and inline quality assurance technologies reduce makeready waste by recalling precise press settings and making closed-loop adjustments during production. Solvent recovery systems and solventless or low-solvent inks lower consumable losses and emissions, while predictive maintenance reduces unplanned downtime that often causes scrap. Practical steps include implementing recipe libraries, deploying inline spectrophotometry, and using data analytics to identify waste drivers. These measures—recipe recall, inline measurement, solvent recovery—work together to shrink environmental impact and improve cost-efficiency.
Maintaining gravure presses for plastic film printing requires structured preventive schedules, precise measurement checkpoints, and continuous operator training to preserve registration, cylinder integrity, and ink performance. Preventive maintenance minimizes unexpected failures that cause scrap and downtime; key checkpoints include cylinder runout, doctor blade condition, web tension stability, and dryer performance. Establishing spare-parts inventories for high-wear components and documenting setup recipes accelerates changeovers and sustains consistent output. The following subsections provide a prioritized preventive checklist and troubleshooting tactics for common defects to improve productivity and yield.
A prioritized preventive maintenance checklist includes the following daily-to-monthly tasks.
These tasks reduce the likelihood of defects and support predictable production; the next subsection gives practical troubleshooting steps for common print issues.
Before showing troubleshooting tips, the following EAV table lists critical maintenance items, attributes, and recommended action levels.
| Component | Attribute | Recommended Action / Tolerance |
|---|---|---|
| Doctor blade | Wear / edge condition | Replace or dress when nicks observed; maintain clean edge |
| Cylinder | Runout / plating integrity | Re-plate or re-machine if runout exceeds spec; inspect monthly |
| Web handling | Tension variance | Maintain within ± specified N; adjust pneumatic dancers |
| Drying system | Temperature uniformity | Verify ±5°C stability across zone; service heating elements |
This table helps maintenance teams prioritize checks that preserve print quality and reduce downtime.
Best practices include using documented make-ready recipes, logging process parameters for each job, and performing condition-based maintenance informed by sensor data. Regular calibration of inline color measurement tools, scheduled replacement of wear parts like doctor blades and seals, and controlled handling and storage of engraved cylinders prevent premature wear. Training operators to perform standardized setups and to recognize early signs of defects ensures rapid corrective action. These practices improve OEE and reduce the frequency of extended stoppages, leading naturally into troubleshooting common issues when they arise.
Troubleshooting common defects—such as banding, ghosting, or color shifts—begins with isolating variables: check cylinder condition, doctor blade alignment, ink viscosity, and web tension in that sequence. For banding, inspect for cylinder damage or uneven doctoring; for ghosting, evaluate pressure variation and vacuum stability; for color shifts, confirm ink temperature, pump stability, and inline spectrophotometer calibration. Productivity improves when corrective actions are standardized, root causes are documented, and lessons feed back into preventive schedules. Implementing these closed-loop procedures reduces makeready time, lowers waste percentage, and sustains high-definition output across plastic film printing runs.
Cómo instalar una fá

Optimize production efficiency with advanced folding systems for bagging. Enhance workflow and reduce costs with professional solutions tailored for your needs.

Unlock efficient film production with insights on Kraft paper bubble wrap. This innovative material enhances protection while reducing environmental impact.

Separadores de Plást