
Cómo instalar una fábrica de bolsas de plástico en México?
Cómo instalar una fá

Flexible packaging converters and brand owners rely on flexographic technology to print high-quality graphics on plastic films with repeatable speed and efficiency. This article explains what flexography on plastic film is, how the process transfers ink to substrates, and why it remains a leading choice for PE, PP and BOPP packaging. Readers will learn the principal press components, how CI and stack press architectures differ, ink and plate compatibility, and practical optimization techniques for adhesion, registration and color consistency. The guide also outlines maintenance best practices, troubleshooting common defects, and the main advances shaping flexo press capability in 2024. Throughout, key terms like impresora flexográfica, flexografía para film, and impresión de alta velocidad are integrated to help technical buyers and operators compare options and improve production outcomes. After presenting core technology and workflows, the article highlights where manufacturers and service providers typically position CI and stack flexo presses as practical solutions for film printing needs.
Flexographic printing on plastic film is a rotary relief process that uses an anilox roller to meter ink, a flexible plate to transfer the pattern, and an impression surface to press the film against the plate. The mechanism relies on metered ink film thickness and controlled contact between plate and substrate to produce crisp solids and screened tones, delivering a balance of speed and repeatability for long web runs. This process yields rapid throughput and adaptable ink chemistries, making flexography ideal for flexible packaging where different substrates and finishes appear across SKUs. Understanding the basic transfer chain—anilox → plate → film → drying/curing—helps operators control color density and adhesion during setup, which reduces make-ready waste and improves first-run yields.
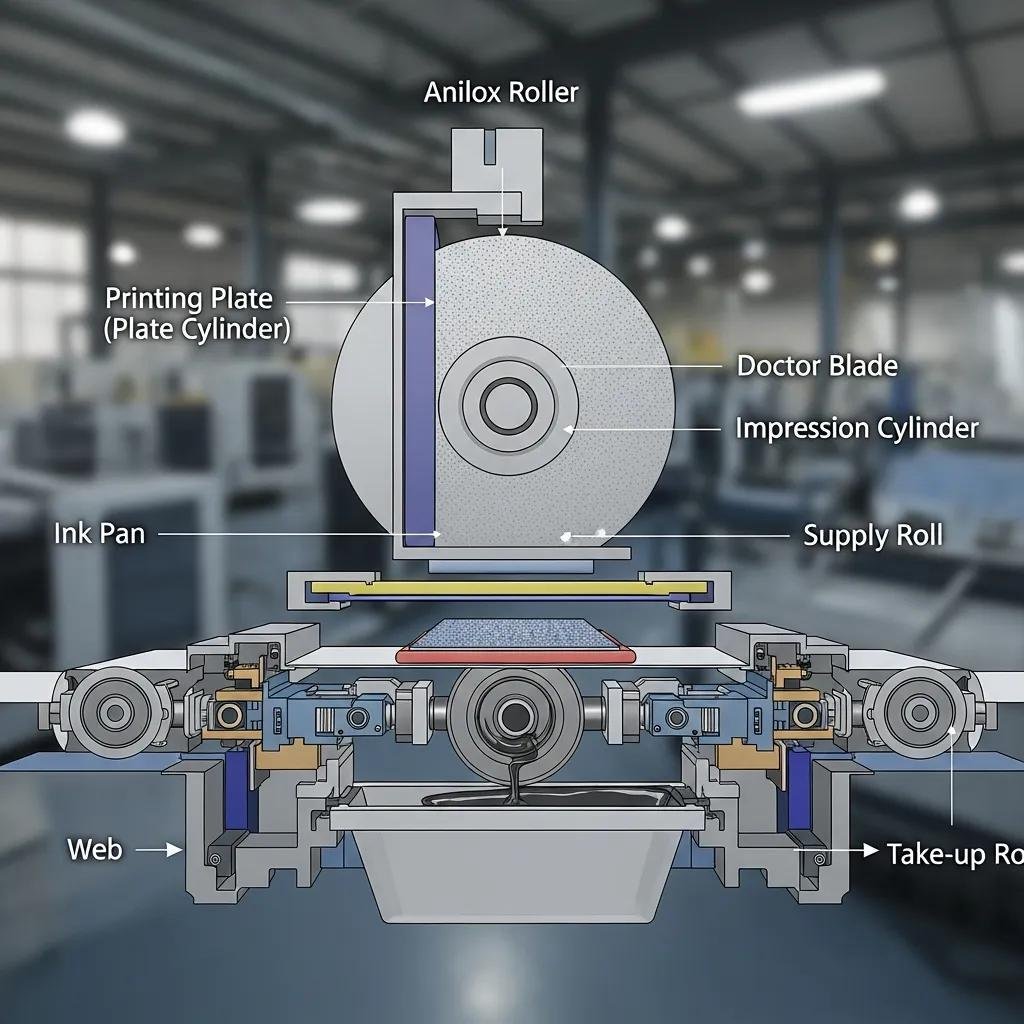
A modern flexo press for film integrates several critical components that together determine print quality and consistency. The anilox roller meters ink; its cell volume and line screen define ink laydown and tonal range, which directly affect dot gain on thin films. Printing plates—typically photopolymer—carry the raised image and must be mounted precisely on plate cylinders or sleeves for accurate registration, while doctor blades or metering chambers control excess ink before transfer. Web handling systems manage tension and alignment to prevent wrinkling or stretch, and drying or UV curing units set the ink quickly to maintain throughput; these subsystems influence how well inks bond to non-porous substrates. Recognizing the function of each component allows targeted optimization, such as selecting a lower-anilox cell volume for fine line work or increasing drying capacity for higher line speeds.
Ink transfer in flexography follows a three-step sequence: metering by the anilox, image pickup by the plate, and deposit onto the film under impression force, followed by drying or curing. Anilox cell volume and pattern control the available ink; higher volumes increase ink film thickness for deeper solids while finer cells enable smoother tonal transitions. The doctor blade or metering system ensures consistent cell clearing, and plate relief plus impression pressure determine dot shape and potential for doubling or distortion on thin films. Process control variables—ink viscosity, anilox volume, plate hardness, and web tension—must be balanced to achieve predictable color density and minimize defects like pinholing or orange peel. Adjusting one variable leads to compensatory changes in others, so a systems view (anilox → plate → web handling) yields the most stable results.
Selecting between core flexo architectures affects registration, throughput and shop-floor layout: Central Impression (CI) presses centralize the impression surface for continuous contact across multiple color stations, while Stack presses use individual impression cylinders stacked vertically for modularity and easy maintenance. Hybrid configurations and high-speed web flexo presses also exist, combining flexo with rotogravure or lamination modules for specialty applications. Decision factors include expected run lengths, color count, registration tolerance and available floor space, and each press type offers trade-offs that converters should match to job profiles. Below is a compact comparison of common press formats to help buyers and engineers weigh capability versus operational constraints.
Introductory comparison of typical press types and their primary attributes.
| Press Type | Best For | Typical Speed / Color Capability / Registration Strength |
|---|---|---|
| CI (Central Impression) flexo press | Long runs with tight multi-color registration | High speed / 6–10+ colors / Excellent registration for film |
| Stack type flexo press | Short-to-medium runs, modular configurations | Moderate speed / 2–8 colors / Good registration, easy servicing |
| Hybrid / High-speed web flexo press | Integrated print/lamination/varnish applications | Very high speed / Variable colors / Strong throughput for film |
This table clarifies how press format influences job selection and operational outcomes, guiding converters toward the architecture that best meets throughput and quality targets.
CI presses concentrate the impression surface on a single large drum, which maintains continuous and uniform contact across all print stations and improves multi-color registration. This architecture reduces relative web disturbance because the film wraps a stable drum, delivering consistent repeatability for long runs and complex graphics. CI presses generally support higher line speeds and finer registration tolerances, making them well-suited for high-volume flexible packaging where brand color fidelity matters. For converters aiming to minimize rework and maximize throughput, the CI design often results in less waste during make-ready and a finished roll-to-roll consistency that benefits downstream converting steps.
Stack presses are desirable when modularity, reduced footprint and rapid job changeover are priorities, because each print unit is an independent module that can be maintained or reconfigured quickly. This design suits converters handling many SKUs or lot sizes where switching plates and inks frequently is the norm, and where floor layout constraints favor vertical stacking of units. While stack presses can achieve excellent quality, they may require more careful web handling to maintain the same registration precision as CI systems at very high speeds. For shops emphasizing flexibility and lower capital outlay per color station, stack presses offer a pragmatic balance of performance and serviceability.

Flexography delivers a strong combination of speed, cost-efficiency and substrate versatility that makes it attractive for flexible packaging applications. The process supports a wide range of inks and plate technologies, enabling converters to meet brand color requirements while maintaining cost-per-impression advantages over other technologies on long runs. Advances in HD flexo plates and optimized anilox selection reduce visible dot gain and extend tonal range, enabling near-offset quality on many film substrates. Flexography’s adaptability to different drying/curing systems also allows high line speeds through effective solvent evaporation or UV curing, which shortens cycle time and improves production economics for high-volume packaging.
Flexographic benefits for packaging buyers include measurable savings and production advantages:
These advantages translate into competitive costs and quicker time-to-market for brand owners, and they set the stage for selecting presses and ink systems that match packaging specifications. Following this operational overview, it is useful to note that many manufacturers and distributors focus on supplying CI and stack flexo presses specifically configured for film substrates and high-color capability, offering tailored configurations and service packages to support converters’ production goals.
Choosing the correct ink chemistry and plate type is essential to bond, durability and final appearance on plastic films, because non-porous substrates demand inks engineered for adhesion and rapid setting. Common ink systems for film flexo include water-based dispersions (for certain treated films), solvent-based formulations (used less frequently due to environmental controls), and UV-curable inks that provide fast cure and strong adhesion on many BOPP and metallized films. Plate choice—standard photopolymer or HD photopolymer—influences dot reproduction and tonal contrast; HD plates with finer screening produce sharper edges and better tonal transitions for photographic graphics. The following table summarizes compatibility and use cases for common ink and plate systems.
Introductory explanation of ink and plate compatibility for different film substrates.
| Ink / Plate Type | Compatibility with Substrates | Drying / Curing Method |
|---|---|---|
| Water-based inks | Good on treated PE and coated films | Evaporation / Oven drying |
| UV-curable inks | Excellent on BOPP, metallized films | UV curing (instant) |
| Solvent-based inks | Strong adhesion on many films, regulatory limits | Solvent evaporation |
| Photopolymer plates (standard) | General-purpose, good durability | Plate mounting for flexo |
| HD photopolymer plates | Finer screening, improved tonal range | Higher resolution prepress |
This table helps match ink chemistry and plate technology to substrate demands, streamlining material selection for reliable adhesion and print quality.
UV-curable and specially formulated solvent or water-dispersed inks dominate film flexo because they address adhesion and drying speed on non-porous substrates. UV inks cure instantly under high-intensity lamps and commonly deliver superior adhesion and rub resistance on BOPP and metallized films, which is crucial for finished packaging. Water-based options work well on corona- or plasma-treated PE and some coated films, offering a lower-emission alternative when the substrate accepts them. Operators must balance environmental rules, drying capacity and final performance—recent studies indicate that process changes such as improved surface treatment and optimized anilox selection often determine whether water-based systems can replace UV in specific production lines.
Photopolymer plates are standard for film flexo production, with HD variants providing higher image fidelity and reduced dot gain compared to conventional plates. Plate hardness and relief depth influence how the ink transfers to film; harder plates can sharpen highlight detail while softer relief helps achieve warmer solids, so selection depends on artwork characteristics and substrate response. Screening strategy and dot shape optimization in pre-press—such as using FM or hybrid screening—further refine tonal reproduction on thin films. Pre-press discipline, including proper plate exposure and cleanup, directly impacts on-press register stability and final print quality.
Quality optimization on film requires a systems approach that addresses substrate surface energy, anilox selection, plate resolution, drying/curing capacity and disciplined maintenance routines. Surface treatment raises the film’s dyne level to improve wetting; matching dyne level to ink chemistry prevents edge lifting and adhesion failures. Selecting an anilox with the correct cells per inch and volume delivers the target ink film thickness while HD plates and fine screening reduce visible dot gain and improve photographic detail. Routine maintenance—cleaning anilox, checking doctor blades and verifying tension—sustains print consistency and reduces downtime; operators who combine rigorous pre-press controls with on-press monitoring typically achieve the best first-pass quality.
Introductory note before optimization reference table and checklist.
| Treatment / Control | Recommended Dyne Level | Impact on Ink Adhesion / Quality |
|---|---|---|
| PE (treated) | 38–44 dynes | Reliable adhesion for most inks |
| BOPP / PP | 42–48 dynes | Strong wetting, reduced edge lift |
| Metallized films | 44–50 dynes | Critical for UV ink adhesion |
| Anilox selection | Cell volume matched to solids | Controls ink film thickness and dot gain |
This EAV table links surface treatment and process controls to measurable outcomes, helping technicians set targets during setup and run optimization.
Surface treatment changes the substrate’s surface energy and is often the single most effective step to ensure ink wetting and adhesion on films. Dyne testing provides a quick quantitative check; operators typically target dyne levels in the high 30s to mid-40s depending on film type, with metallized or low-energy films requiring higher levels. Treatment durability matters—corona is common for immediate treatment, while plasma can offer longer-lasting increases for certain applications. If adhesion issues persist after treatment, technicians should verify ink formulation, drying energy and mechanical contact pressure as the next steps to isolate the failure mode and restore reliable bonding.
A preventive maintenance schedule reduces unplanned stops and print defects: daily cleaning of anilox rolls and doctor blades, weekly inspections of plate mounting and registration systems, and monthly checks of web handling bearings and tension controllers. Common defects such as ghosting, streaks or banding often trace to contaminated anilox cells, uneven plate mounting, or variable web tension; systematic checks that isolate each subsystem typically reveal root causes within a few controlled steps. Keep spare components for critical consumables and document make-ready settings per SKU to shorten setup for repeat jobs. When in-house troubleshooting exceeds scope, service providers that specialize in flexographic press support can perform deeper mechanical alignment and automation calibration.
Checklist of maintenance and troubleshooting priorities:
Consistent maintenance practice preserves print quality and minimizes the need for external corrective action, and it naturally leads into considerations about automation and future trends affecting press operation.
In 2024, presses are integrating more automation, higher-precision pre-press workflows and sustainability-driven ink systems to meet both productivity and regulatory demands. Auto-registration, AI-enabled tension control and digital job recall shorten make-ready times and reduce material waste, while HD plate technology and refined anilox engineering expand achievable tonal range on film substrates. Sustainable shifts include broader adoption of UV LED curing and water-based ink formulations where feasible, which lower energy consumption and emissions without sacrificing performance on treated films. These technological advances enable converters to balance higher throughput with improved first-pass yield and lower environmental impact.
Automation features such as auto register, motorized tension zones and digital job libraries typically reduce make-ready times by substantial margins and decrease waste during setup. Auto-registration systems align plates to target positions using camera feedback, while AI-driven tension control maintains stable web conditions despite speed changes—together these features improve consistency at higher line speeds. The tradeoff is that higher automation and speed demand commensurate investments in drying/curing capacity and more rigorous pre-press discipline to avoid compromising print quality. When integrated effectively, automation produces measurable reductions in downtime and variability, which supports competitive cost structures for high-volume flexible packaging.
Sustainable solutions center on low-energy curing, reduced volatile organic compounds (VOCs), and inks formulated to enable recycling or reprocessing of printed films. UV LED curing lowers lamp energy consumption and heat load, making it compatible with heat-sensitive films while cutting operational energy use. Water-based inks and low-VOC solvent formulations are improving, but they require compatible surface treatment and drying infrastructure to perform on non-porous films. Adopting these process changes requires evaluating end-of-life recycling streams and regulatory drivers, yet they offer converters paths to reduce environmental footprint while meeting brand and consumer expectations.
Together, these trends show how technology and materials innovation—linked as entity → relationship → entity (e.g., automation → reduces → make-ready waste)—are reshaping the economics and sustainability of flexographic printing on plastic film.
Cómo instalar una fá

Optimize production efficiency with advanced folding systems for bagging. Enhance workflow and reduce costs with professional solutions tailored for your needs.

Unlock efficient film production with insights on Kraft paper bubble wrap. This innovative material enhances protection while reducing environmental impact.

Separadores de Plást